This document will answer frequently asked questions about dip hardcoating, such as:
- How does a dip hardcoating process work?
- What are the main parameters of the process?
- How is the best quality achieved?
- What kind of performance can be expected on different types of lenses (CR-39, Polycarbonate, Trivex, 1.6, etc.)?
Main Process Parameters
A successful dip coating process involved many different parameters:
- Lens material
- Lens type
- Surface preparation
- Regeneration rate of hardcoating
- Filter: flow rate, pore size
- Solution temperature (°C)
- Viscosity: % of solids, solvent balance
- Ambient temperature (°C) and relative humidity (RH %)
- Lift-out speed
- Mechanical stability
- Pre-cure
- Finale cure
- Quality control
Lens Material
There are many different lens materials in use today. New lens materials are introduced frequently. Each may require a specific surface preparation, as well as a specific coating (index matching).
The main ones, by increasing refractive index, are listed below:
- CR-39 (1.49)
- Trivex (1.53)
- Mid-index materials (up to 1.56)
- Polycarbonate (1.58)
- MR-6 (1.6)
- MR-7 (1.66)
- MR-8
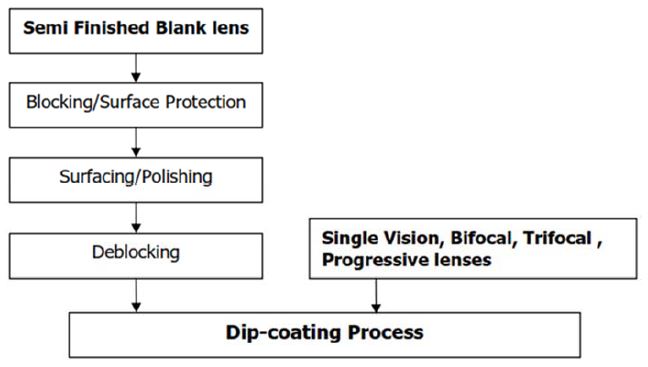
Lens Type
Surfaced lenses are different from single vision, bifocal, trifocal and progressive, in that they are subjected to several specific steps that increase the risks for surface defects in the hardcoating, while possibly adding debris, such as cerium oxide, to the surface of the lenses. These lenses may require a specific process before they join other lenses in the dip-coating process.
Surfaced to Factory Lens Comparison
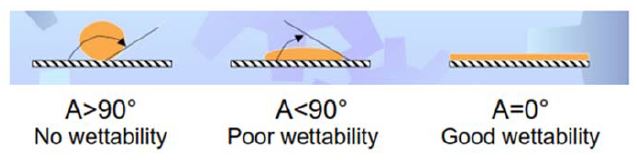
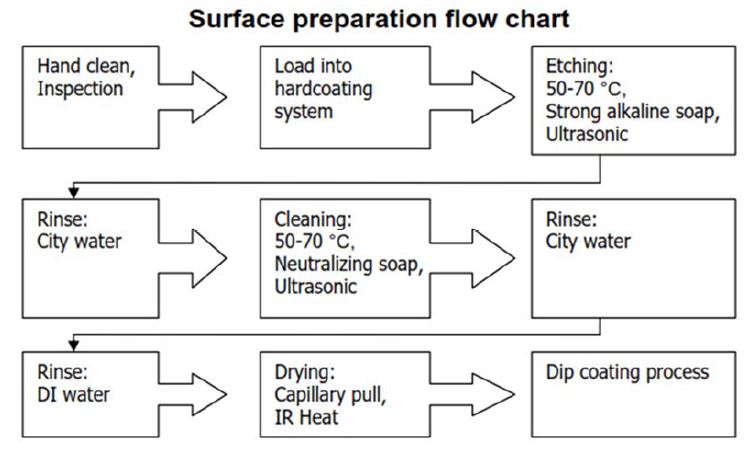
Surface Preparation
Surface treatments are used to prepare the lenses so that the required wettability needed to get an even layer of hardcoating is achieved. Wettability can be characterized by the contact angle between the surface of the lens and a drop of pure water. The lower the contact angle, the better the wettability.
Regeneration Rate of Hardcoating
- Hardcoat solution has a limited shelf life.
- Shelf life can be extended by cold storage (0°F).
- Typical pot life in a dip hardcoating system is 10-16 weeks.
- In order to avoid problems, dip hardcoating systems are designed so that the contents of the primer and hardcoating tanks are replaced at least once every 25 days.
Filter: Flow Rate and Pore Size
- Flow rate should allow at least 20 times the volume of the tank to be recycled per hour.
- Mechanically, a high recirculation flow rate works against small pore size.
- Maximum pressure applied to the filters should be kept under 30 psi so that the gels generated by the coating cannot pass through the structure of the filters.
Solution Temperature
When the temperature increases, the viscosity of the coating decreases, in turn decreasing the thickness of the hardcoat layer. Temperature increase also causes a faster aging/deterioration of the
hardcoating solution. It is important to keep this parameter as stable as possible. See manufacturer’s specifications.
Viscosity: Percentage of Solids (Density), Solvent Balance
- As soon as the percentage (%) of solids changes, the thickness of the hardcoating layer changes. This affects the performance of the hardcoat.
- Is it vital that the % of solids is correct in order to get a high quality hardcoating on the lenses.
- The correct % of solids is maintained by adding the proper solvent to the primer and hardcoating.
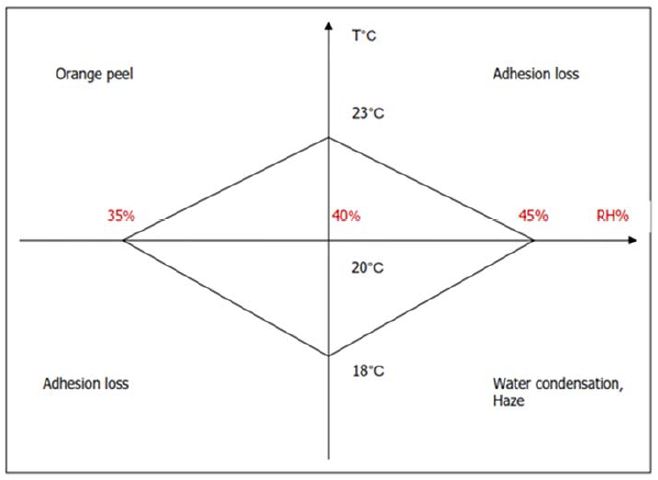
Ambient Temperature (°C) and Relative Humidity (RH %)
Lift-out Speed
The lift-out/withdrawal speed of the lens from the hardcoating solution, combined with the % solids ratio, determines the thickness of the hardcoat on the lens.
- A controlled lift-out speed helps to create an even hardcoat thickness.
Mechanical Stability
- No stability: Variations in lift-out speed cause waves in the hardcoat, resulting in optical power aberrations.
- Stability: Tightly controlled lift-out speed across the profile of the lens helps create an even hardcoat thickness on the lens.
Pre-cure
During this phase, the solvents contained in the hardcoat are evaporated, so that the top layer of the hardcoat is dry.
- This prevents the hardcoat from being damaged while being handled.
- Most systems utilize infrared lamps to perform this function.
- The surface of the lenses must be gradually heated up, and special care must be taken with tinted, high-plus and high-minus lenses in order to avoid overheating and cracking.
Final Cure
Final curing in an oven develops the hardcoat to its final hardness.
- Attention must be paid to the temperature and the length of time the lenses are exposed to the curing heat. See manufacturer’s specifications for correct settings.
- An undercured hardcoat will not deliver the expected scratch resistance and adhesion.
- An overcured hardcoat may cause a yellowing of the lens.
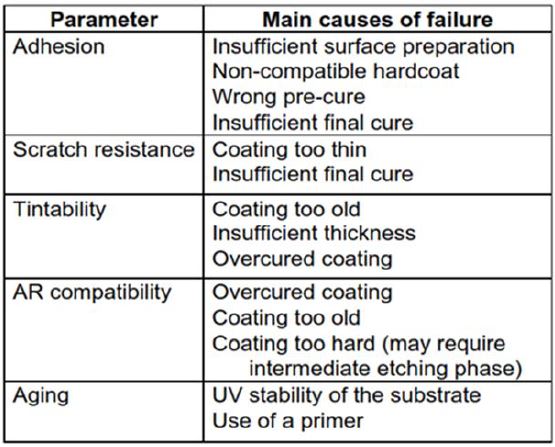
Quality Control
Many quality control tests can be performed on hardcoated lenses:
- Adhesion:
- Salt water boil with crosshatch
- Thickness:
- Measurement using a spectrophometer
- Scratch Resistance:
- Steel wool
- Taber abrasion
- Bayer
- Tintability
- AR compatibility
- Aging:
- Xenon lamp
- QUV
These tests are well known and widely used throughout the industry. Quantum offers these tests at no charge to our process contract customers.
Troubleshooting